7 Challenges in Slitting Blown Film with Filler Masterbatches
When slitting blown plastic film, some cutting problems can appear due to the presence of fillers or additives. These problems can affect the quality of the cut, the slitting process, and the overall performance of the film. Learn more about problems and solutions when cutting blown film with additives and mineral-based fillers in this article.
Content:
- Blade Wear
- Poor Slit Edge Quality
- Dust Buildup
- Film Curling
- Inconsistent Slit Width
- Increased Friction
- Chipped Cutting Edges
Blown Film with Mineral-Based Filler Masterbatch
 Blown film manufacturers and converters often face challenges when slitting blown films, containing mineral-based filler masterbatches, e.g. sodium sulfate (Na₂SO₄). While these fillers reduce production costs and can modify certain material properties, they also impact the film’s mechanical behavior and how it reacts to slitting.
Blown film manufacturers and converters often face challenges when slitting blown films, containing mineral-based filler masterbatches, e.g. sodium sulfate (Na₂SO₄). While these fillers reduce production costs and can modify certain material properties, they also impact the film’s mechanical behavior and how it reacts to slitting.
This article is about the problems that manufacturers and converters of blown plastic film face when they use mineral-based fillers as additives, e.g. sodium sulfate (NaSO4) or calcium carbonate (CaCO3) filler masterbatches. We have identified some key problems:
- Edge tearing and poor slit edge quality
- Dust generation
- Blade wear and tear
- Film wrinkling
- Increased friction during slitting
- Inconsistent slit
You can find some suggestions on how to solve these problems in this article. It should be noted that the problems listed above also occur when the plastic polymer resin contains masterbatch fillers and additives, for example, mineral fillers such as calcium carbonate CaCO3, carbon black masterbatch, barium sulfate filler, and others.
7 Challenges in Slitting Blown Film with Filler Masterbatch
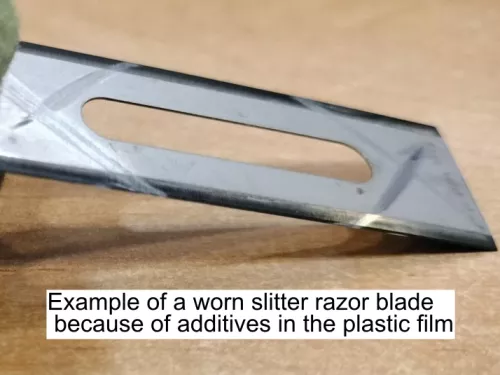
Problem №1: Increased Blade Wear Due to Abrasive Filler
As an example, sodium sulfate is a mineral-based filler with abrasive properties, which leads to faster blade dulling compared to virgin polymer films. This results in uneven cuts, increased material waste, and frequent blade replacements, raising operational costs.
 Example case. A manufacturer producing plastic shopping bags with sodium sulfate filler notices that their slitting blades wear out faster compared to when they produce high-density polyethylene (HDPE) bags without filler. By switching to coated slitter blades with ceramics or fully ceramic-coated blades or blades made of solid tungsten carbide, blade life may be extended, and the number of blade replacements reduced.
Example case. A manufacturer producing plastic shopping bags with sodium sulfate filler notices that their slitting blades wear out faster compared to when they produce high-density polyethylene (HDPE) bags without filler. By switching to coated slitter blades with ceramics or fully ceramic-coated blades or blades made of solid tungsten carbide, blade life may be extended, and the number of blade replacements reduced.
Coated slotted slitter blades like Sollex 5K or blades made in solid tungsten carbide 5V have a significantly longer durability when it comes to slitting materials with abrasive fillers.
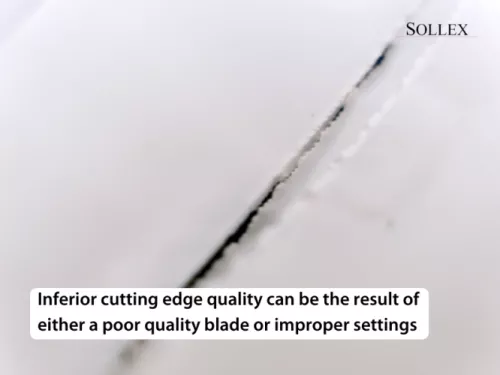
Problem №2: Poor Slit Edge Quality
When slitting or converting blown plastic films with Na₂SO₄ filler masterbatch, slit edges may appear jagged, uneven, or have a "feathered" appearance. The filler particles interfere with the blades' clean cutting action, causing this issue.
 There are some suggestions that could be remedies for this slitting problem:
There are some suggestions that could be remedies for this slitting problem:
- Proper fixation of the blade in the blade holder. Even minimal vibration of the slitter razor blade will produce poor results and a lot of waste output. Make sure the blades are sitting tightly in the blade holder.
- Blade installed at the correct angle.Often the incorrect film cutting angle can be the cause of a poor cut. Observe the speed, load point, and web feed angle. Initially set the blade at an angle of 45 degrees.
- Use a thinner slitter blade. If you have been using slotted slitter blades in cutting film, which are usually 0.40mm, you can try 5-020-Z blades or three-slot razor blades of 0.13 ( 2-013-K, 2-013-Z, 2-013-X ), 0.20 ( 2-020-X, 2-020-K, 2-020-V, 2-020-Z), 0.30mm ( 2-030-X, 2-030-K, 2-030-V, 2-030-Z ).
- Use sharper razor blades - double and triple beveled.
- Adjust the slitting speed.
- Optimize the filler particle to minimize interference with slitting.
Problem №3: Dust Buildup
 Another problem is dust generation. Mineral fillers, dyes, and print on blown film increase the likelihood of fine dust generation during slitting. This dust can accumulate on the slitting equipment, rollers, and film surface. As a solution, put dust extraction systems near the slitting area to get rid of particles in the air. Using hardened or coated razor blades designed for slitting abrasive materials can help maintain clean cuts and extend blade life. Trying different blade designs, thicknesses, materials, and coatings can significantly reduce the amount of dust. For instance, we have seen that Sollex Z coatings produce a large reduction of dust compared with TiN coatings when slitting film with calcium carbonate.
Another problem is dust generation. Mineral fillers, dyes, and print on blown film increase the likelihood of fine dust generation during slitting. This dust can accumulate on the slitting equipment, rollers, and film surface. As a solution, put dust extraction systems near the slitting area to get rid of particles in the air. Using hardened or coated razor blades designed for slitting abrasive materials can help maintain clean cuts and extend blade life. Trying different blade designs, thicknesses, materials, and coatings can significantly reduce the amount of dust. For instance, we have seen that Sollex Z coatings produce a large reduction of dust compared with TiN coatings when slitting film with calcium carbonate.
Problem №4: Film Curling or Wrinkling
Film curling or wrinkling after slitting is another potential issue. The film may curl or wrinkle after slitting, making it difficult to handle or wind. Poor slit edge quality, such as feathered or jagged edges, can be minimized by optimizing filler particle size and distribution, using sharp blades, and maintaining proper slitting conditions.
Problem №5: Inconsistent Slit Width
Inconsistent slit widths and winding quality are also common problems when working with rolled films. Slit widths that aren't consistent can be caused by differences in film thickness or filler distribution, while winding flaws like telescoping or uneven rolls can be caused by rough edges or bad tension.

Problem №6: Increased Friction During Slitting
The presence of sodium sulfate, calcium carbonate, and barium sulfate fillers can increase friction between the film and the slitting blades, leading to heat buildup or uneven slitting. Filler particles create additional resistance during the cutting process. A solution in this case can be using lubricated, coated, or low-friction razor blades (ex. Sollex Zero-Friction-coated razor blades: 5Z, 5LZ, ... ) and reduced slitting speed to minimize heat generation.
Problem №7. Brittle Edges and Risk of Micro-Cracks
Blown films with calcium carbonate or similar masterbatch fillers tend to be more abrasive, making it difficult to achieve clean and precise cuts. Slitting blades may show micro-cracks, chipping, or dust formation.
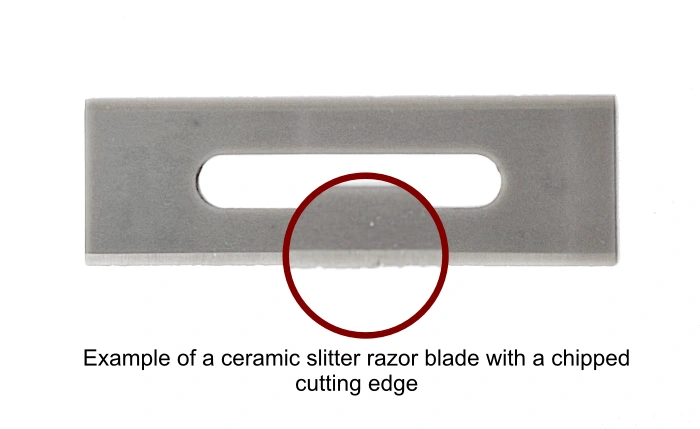
Example case. An agricultural film producer using sodium sulfate filler in their greenhouse films experiences edge blade chipping during the slitting process. Adjusting the slitting speed and using sharper ( min. double bevel ) blades with coating on the cutting edges and more thickness value ( ex. 0.30, 0.40mm ) significantly reduces these defects, helping the company meet product quality standards.
You can also read more about other problems when cutting plastic film in another Sollex article, “13 common problems when slitting and cutting blown film, and what you can do about them”
Sollex Blades Deliver High-Quality Slitting Results
 Despite the challenges, filler masterbatches are a cost-effective solution for blown film production. By selecting the right industrial razor blade for the slitter machine, maintaining proper slitter-rewinder settings, implementing dust control measures, manufacturers can maintain efficiency and high-quality output for a wide range of plastic film applications.
Despite the challenges, filler masterbatches are a cost-effective solution for blown film production. By selecting the right industrial razor blade for the slitter machine, maintaining proper slitter-rewinder settings, implementing dust control measures, manufacturers can maintain efficiency and high-quality output for a wide range of plastic film applications.
Sollex, as a supplier for over 98 years and a leader in industrial blades, machine knives, circular slitting knives, shear cut knives, crush cut knives, pointed blades, toothed knives and custom-made solutions for the plastic industry, will provide you with slitting blades that guarantee the best cut and result for your specific application.
Download PDF with Sollex Blades for Plastic Industry
Besides consultation, we can offer you several variants of industrial slitting razor blades, send you samples and, after trying them out, you will find the right slitter blade for the slitting machine and solve the problems you face in film production and converting.
To do so, contact us by an e-mail and we will be happy to assist you in selecting the best cutting tools.