Shear Slitting: Precision Cutting Guide
When it comes to converting flexible materials into different widths, the cornerstone of web processing is slitting and cutting techniques. Generally there are 3 types of slitting: razor slitting, shear cutting, and score cutting. In this article, we will take a closer look at shear slitting. You can learn more about razor and score slitting here.
Content:
- What is a slitter machine
- What is shear slitting process
- Difference between cutting and slitting
- Shear slitting knife types
- Materials to be processed when shear slitting
- Advantages and disadvantages when shear cutting
- Order shear slitter blades
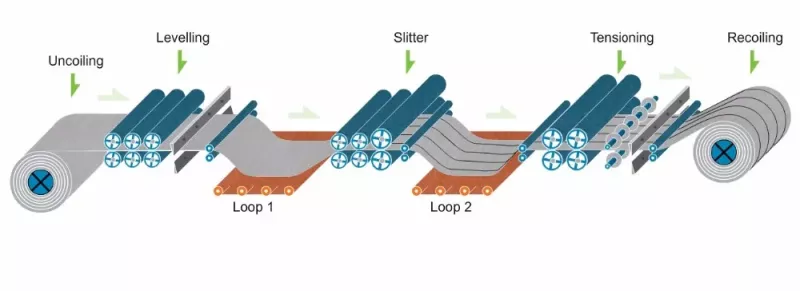
What is a Slitter Machine
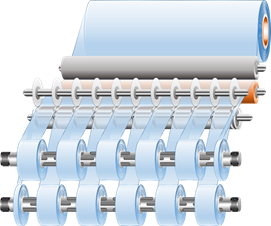 A slitter rewinder is an industrial cutting machine used for slitting roll materials into smaller rolls and winding them onto spools. The machine features circular or razor blades that cut the material into set widths as it passes through.
A slitter rewinder is an industrial cutting machine used for slitting roll materials into smaller rolls and winding them onto spools. The machine features circular or razor blades that cut the material into set widths as it passes through.
Slitter machines are designed for cutting different materials, so therefore there are following slitting techniques like razor slitting using thin industrial razor blades, scissor or shear slitting using rotary shear cut knives ( for example paired top and bottom rotary knives) and crush or score slitting. Shear slitting has universal application and fit for precision cutting of a wide variety of materials. Razor slitting is often used for thin, delicate materials like plastic film or stretch film, while score or crush cutting for non-woven, rubber, adhesive tape, packaging materials.
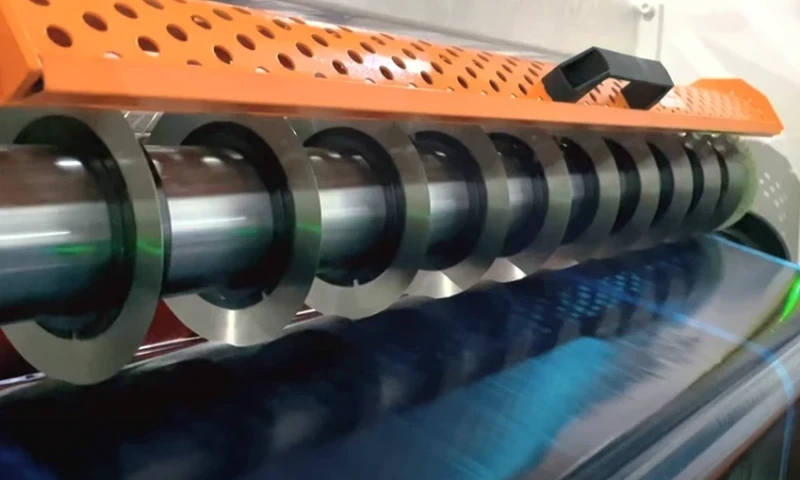
The slitter machinery when shear slitting has circular slitter blades that are positioned across the width of the web material and cut into smaller widths as it passes through. Afterward, the newly cut strips pass through rollers that rewind them onto smaller spools. Slitter rewinders are widely used in various industries - including packaging, plastic film, textiles, and more - to process materials such as paper, film, foil, and nonwovens.
Difference between Cutting & Slitting
Slitting will always mean cutting the material web lengthwise, and cutting will mean cutting both lengthwise and crosswise. Hence the name of the roll slitting machine is a slitter.
What is Shear Slitting Process
This method, often compared to the simple action of scissors, involves two circular knives that work in tandem. Shear slitting uses a pair of rotary knives: a top knife usually dish-formed and a bottom knife, that creates a rotating "scissor" effect on the incoming web.
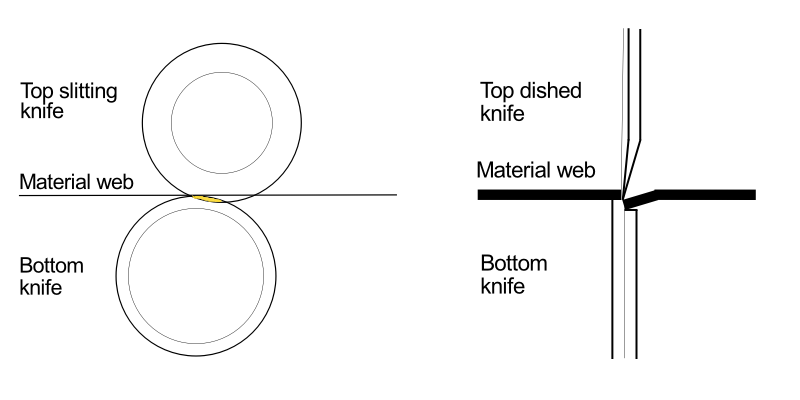
Imagine holding a pair of scissors and cutting through a sheet of paper. The same principle applies to shear slitting, where the angle of the junction between the knives is the linchpin for a perfect slit.
For shear slitting, the best cutting angle is determined by the diameter of the top and bottom knives, the material thickness, and the position of the top and bottom knives.
Typically, the bottom knives function as drivers, while the top knives are not driven but spin due to the friction between the bottom knife and the material. To achieve a shear cut, the bottom knives must operate 3-5% faster than the top knives.
Shear slitting can be used on a wide variety of materials including film, paper, laminates, tapes, textiles, foils and more. The choice of shear slitting as the preferred method typically depends on the properties of the material, such as its thickness, tensile strength, and whether it is laminated or coated, as well as the required quality of the finished edges.
2 Types of Shear Slitting Technique
There are two types of shear cutting: wrap slitting and tangential slitting. Wrap slitting involves cutting where the top slitter knife is positioned over the web and the web itself is wrapped around the bottom belt or axel of the slitter. In this case, the cutting point can be anywhere along the wrapped web.
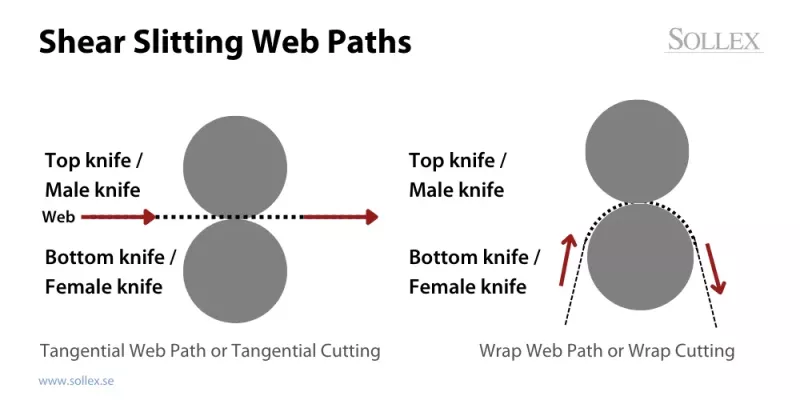
Tangential slitting involves cutting the material on a horizontal moving web by means of a knife that touches the material web tangentially. In tangential slitting, the cutting point is in a small intersection area where the web kisses the top of the bottom band. The problem with this method is that the depth of cut is very shallow and must be adapted correctly to the material on the cutting machine. In general cases for tangential cutting it is recommended to have the depth of intersection of the upper slitter knife with the lower one when cutting plastic film and foil to a depth of 0.50mm-0.75mm, flexible packaging and fabrics - 0.60mm-0.90mm, non-woven materials - 0.75mm-1mm.
Shear Cutting Challenges Related to Depth Setting
When slitting with the shear cutting method, the decisive factor influencing the cut quality and edge condition of the material is, in addition to quality and correctly selected knives, material speed, pressure, cutting angle, also the correct setting of the intersection depth of the top and bottom knife. You will get poor cut quality and bulging edges if you set the intersection depth too high.
If you program the depth too shallow, you will get interrupted edges and poor quality of the cutting process with many waste products. If you use circular top knives that are too small in diameter or knives with a worn cutting edge, which reduces the area of intersection between the top and bottom knife and the material and will result in a compromised, uncontrolled cutting process.
Types of Shear Slitting Knives & Blades
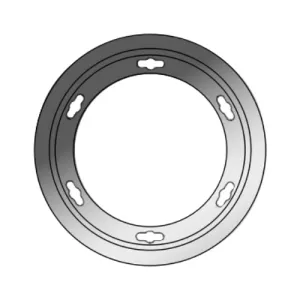
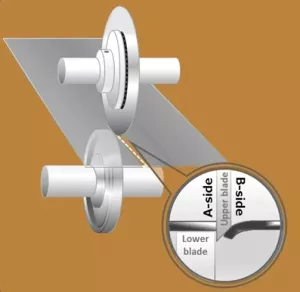
Shear slitting blades can be referred to as top / bottom slitter knives, circular slitter blades, circular shear slitter, rotary slitter knives or rotary shear blades. The top (male) knives can be of two types - flat and dished, and bottom (female) knives - anvils or plain bore bottom knives, grooved and multi-grooved.

Here are the types of shear cut knives typically used in shear cutting processes.
Type of Shear Knife | Description | Slitting Material |
|---|---|---|
Circular Knives | These are the most common type of knives used in shear slitting. They can be made of various materials, including D2, HSS-M2, and Tungsten Carbide. | The material chosen often depends on the type of material being slit, the desired longevity of the blade, and the quality of the cut edge. |
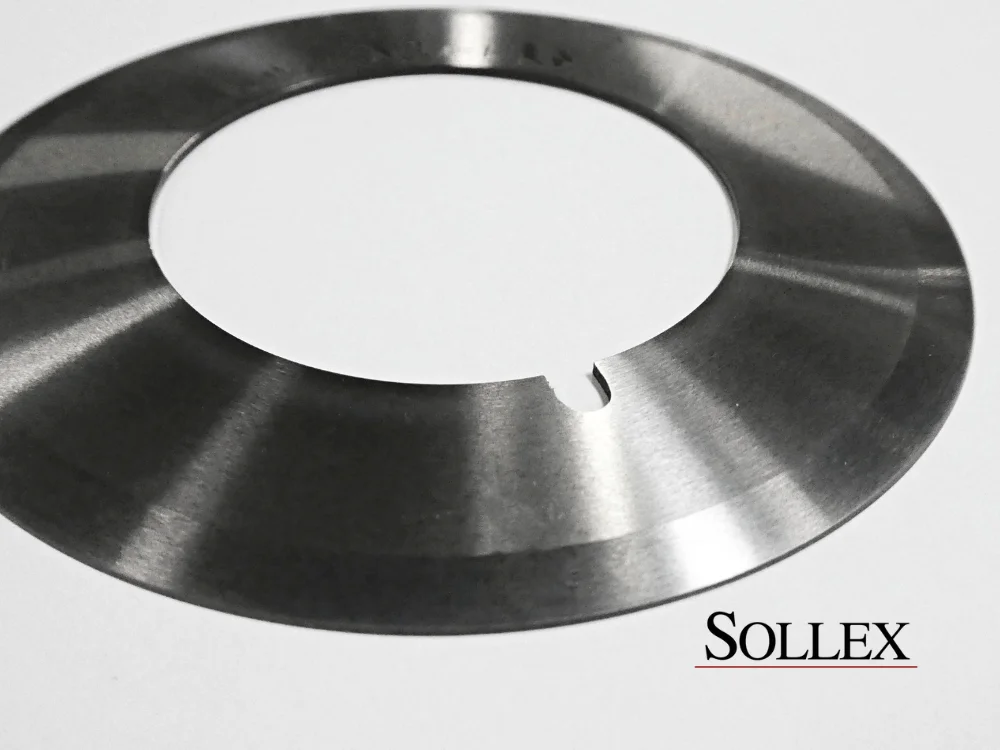
Dished Top Knives | These machine blades, also called male slitting knives and have a slight concave shape like a dish has, which helps to maintain the "wrap angle" on the knife edge during slitting paired with a bottom knife. Material for the knives: D2, HSS-M2, Tungsten Carbide. Example:RDD130x100, RDS65x40 | Top dished circular knives are commonly used for slitting and converting paper, plastic film and foil, rubber, textiles. |
Flat Top Circular Knives | These are the rotary knives that are mounted on the top slitting shaft. They are often manufactured with a beveled edge and can be fine-tuned in terms of angle and sharpness to match the specific slitting task. Top knives come in various diameters and thicknesses to accommodate different slitting scenarios. Example: P918, R71-SHARP, R105 | Flat top circular knives are commonly used for slitting and converting paper, cardboard, carton, non-woven, metal foil. |
Bottom Knives | Also known as anvils or female knives, these are matched with the top knives and are mounted on the bottom shaft. They usually have a hardened, smooth surface against which the top knives cut. The main principle for a bottom knife is to position the material web and stretch it for the top knife to cut it. | |
Multi-Groove Bottom Knives | These are bottom knives that feature multiple grooves. They allow for quick adjustment of slit widths by moving the top knives into different grooves without the need to replace the bottom knife. |
Materials to Be Processed When Shear Slitting
Shear slitting process can handle a wide range of materials. Here are some of the materials that are commonly cut in the slitter machine:
- Paper. Various types of paper, including fine writing paper, coated paper, cardboard, and corrugated fiberboard, can be slit using shear slitting.
- Plastic films and foils. Thin plastic films made from materials like polyethylene, polypropylene, PVC, and polyester are often slit using this method.
- Metal foil. Metal foils, such as aluminum foil, can be precisely cut with shear slitting.
- Nonwoven material. Fabrics that are not woven, such as those used in medical, hygiene, and industrial applications.
- Adhesive tape. Adhesive tapes with various backing materials can be slit to the required widths.
- Textiles. Shear slitting can also be used for some types of textiles that require a clean-cut edge.
- Rubber. Rubber or rubberized materials can be processed using shear slitting.
- Laminates. Composite materials made by bonding layers of different substances, which could include a combination of films, papers, and foils.
Advantages and Disadvantages of Shear Cutting
 One of the most compelling aspects of shear slitting is its adaptability. It handles a diverse array of materials with ease, making clean and precise cuts that are essential for the end-use of the products. From the heavy-duty demands of thick polyester to the delicate touch required for thin foils, shear slitting adjusts its embrace to accommodate the unique properties of each material.
One of the most compelling aspects of shear slitting is its adaptability. It handles a diverse array of materials with ease, making clean and precise cuts that are essential for the end-use of the products. From the heavy-duty demands of thick polyester to the delicate touch required for thin foils, shear slitting adjusts its embrace to accommodate the unique properties of each material.
A critical factor in the quality of the cut is the knife speed relative to the web speed. Whether the knives are moving slower, in sync, or faster than the web, the outcome can be controlled by the angle at which the blades meet. This flexibility is what allows shear slitting to cater to a broad spectrum of materials and thicknesses, delivering a cut that is clean and without burrs or tears.
The setup of shear slitting machinery speaks to its commitment to precision. Aligning the top and bottom knives, calibrating the pressure, and ensuring the optimal overlap of the blades is a meticulous process. However, this attention to detail pays off in the consistency of the cut, with minimal dust and a sharp edge that is both aesthetically pleasing and functional.
The technique incorporates driven rolls to keep constant tension in the slitting area, ensuring the slit width remains consistent. This is particularly important for high-speed operations and for materials where any variation could compromise the quality of the final product.
Order Shear Slitting Machine Knives
We supply shear slitter blades according to your needs and designs.
Possible characteristics that influence the choice of a circular industrial knife:
- shape and diameter of the hole in the knife for fixation in knife holders
- the cutting material and its characteristics
- cutting speed
- the outside and inside diameters of the circular knife
| Diameter of circular knives | Sollex Knife Product Item |
| Circular knives up to 60 mm in diameter | R30, R28X6X4-70, R30-010, R30-010-X, R45X8, RB60-1, R18-2, R28-5, R45 |
| Circular knives over 60 mm in diameter | R71-SHARP, R71-BLUNT, R150, P829-1,R70x40x1, P847, P855-1, P829-3, P829-2, P834, P831, RDS75x40x1, RDD130X80, RDD130X100, RDD140X70, RDS65X40, P881A |
Dished circular knives dimensions
Outer diameter | 62–250 mm |
Inner diameter | 40–140 mm |
Thickness | 0,6–4,0 mm |
Standard cutting angle | 30° |
Standard inner dished angle | 5° |
Materials | D2, HSS-M2, Tungsten Carbide |
Polishing | Standard Ra 1.6 or Mirror-polishing on demand |
Coating of knife edge | On demand |
Flat top circular knives dimensions
Outer diameter | 18–900 mm |
Inner diameter | 20–140 mm |
Thickness | 0,3–10,0 mm |
Standard cutting angle | 30° |
Materials | D2, HSS-M2, Tungsten Carbide |
Polishing | Standard Ra 1.6 or Mirror-polishing on demand |
Coating of knife edge | On demand |
Our high-quality blades have been trusted in the industry by a wide variety of users for over 96 years. Contact Sollex with questions or advice via e-mail at info@sollex.se or call us and we'll be happy to help!

Sollex is a Swedish supplier of industrial knives and machine blades for plastic film, packaging, paper and cardboard industries! We have cutting-edge products that improve manufacturing, converting processes and solve cutting problems. With the right knives and blades you can get simplified maintenance, time savings and an improved end product.
You are welcome to contact us with your questions:
Company name: Sollex AB
Customer service and orders: order@sollex.se
Telephone: +4635–15 75 00
Address: Box 5161, 200 71, Malmö, Sweden