Hårdmetall och teknik: Del 2
Vi har förberett en serie blogginlägg om "Verktyg av hårdmetall enligt kundritning med extrema toleranser och ytegenskaper". Vi hade börjat med inlägget "Hårdmetall - Egenskaper och vad använder hårdmetall till", där vi talade om det fantastiska materialet hårdmetall, dess egenskaper och tillämpningar. Läs dem följande delarna "Hårdmetall och teknik" och "Vilken typ av hårdmetall använder Sollex" vidare på vår blogg.
______
Termisk och elektrisk konduktivitet för hårdmetall
Hårdmetall har vanligtvis en hög termisk konduktivitet. Termisk konduktivitet är förmågan för ett material att leda värmeenergi. Hårdmetall består av metalliska karbidpartiklar som är bundna av en metallisk bindemedel, vilket ger materialet en hög värmeledningsförmåga. Det är därför hårdmetall används i tillämpningar där hög värmebeständighet och värmeledningsförmåga är nödvändig. Till exempel för verktyg till skärning, borrning och fräsning av metallmaterial. Dock kan den exakta termiska konduktiviteten variera beroende på sammansättningen av hårdmetallen och tillverkningsprocessen.
Hårdmetall, som är en icke-metallisk förening, har generellt sett låg elektrisk ledningsförmåga. Icke desto mindre kan den lilla mängden av bindemedel i hårdmetallen ha en viss ledningsförmåga. Detta är normalt sett inte en viktig egenskap för användning av hårdmetall till skärverktyg.
 Hur reagerar hårdmetall på temperaturer?
Hur reagerar hårdmetall på temperaturer?
Hårdmetall har en hög smältpunkt och är därför resistent mot höga temperaturer. Den vanligaste typen med volframkarbid och koboltbinder, har en smältpunkt på cirka 2 870 °C. Detta gör att Hårdmetall kan användas vid höga skärhastigheter och i applikationer som utsätts för höga temperaturer, till exempel i skärverktyg för att bearbeta metall och kompositer.
Det är också viktigt att hårdmetallverktygen har hög temperaturbeständighet för att kunna hantera de höga temperaturerna som uppstår vid formsprutning. Detta är särskilt viktigt för verktyg som används för att formspruta termoplastiska material, eftersom dessa material kräver högre temperaturer för att smälta och flyta väl.
Hårdmetallen kan förlora sin hårdhet vid höga temperaturer, eftersom bindmedlet (kobolten) kan börja oxidera och bilda ett skikt på ytan som kan försvaga materialet. Dessutom kan termisk expansion vid höga temperaturer orsaka spänningar i materialet och resultera i sprickbildning. Därför måste användningen av hårdmetall vid konstant höga temperaturer hanteras med försiktighet.
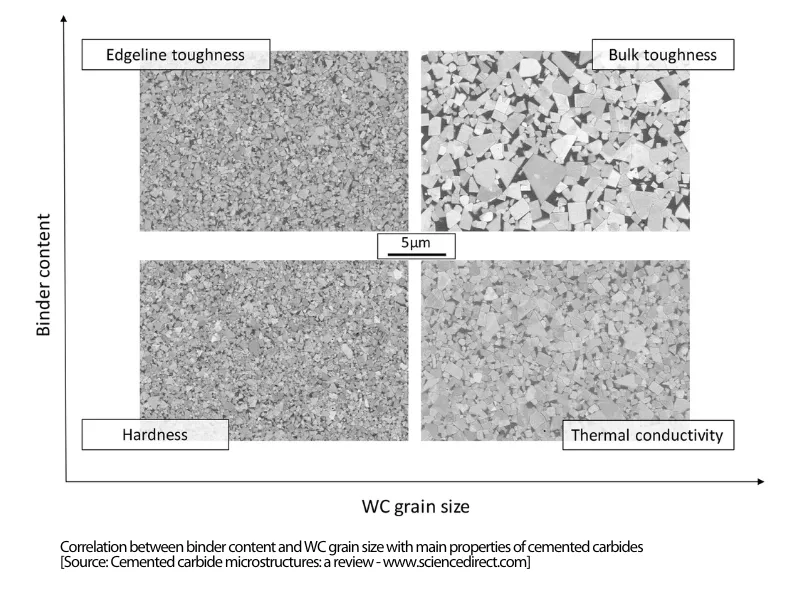
Hårdmetall och kornstorlek
Hårdmetallens kornstorlek har en betydande påverkan på hårdheten hos en metall. Generellt sett tenderar mindre kornstorlekar att ge hårdare metaller. Detta beror på att mindre korn innebär fler korngränser, vilka fungerar som hinder för dislokationsrörelser. Detta hindrar rörelsen av defekter genom materialet.
Inom metallurgin är en vanlig metod att att kontrollera kornstorleken genom värmebehandling. När en metall värms upp till höga temperaturer och sedan långsamt kyls ner, tenderar kornen att växa större. Omvänt, om en metall snabbt kyls ner, kommer kornstorleken att vara mindre.
Extrema ytegenskaper för formsprutningsverktyg i hårdmetall
Ytfinhetens toleranser för hårdmetall beror på flera faktorer, såsom bearbetningsprocessen, verktygets geometri och det specifika material som används. Generellt sett kan man dock uppnå mycket hög ytfinhet med hårdmetall.
För slipning av hårdmetallverktyg är en normal tolerans på ytfinhet runt Ra 0,4 mikrometer (μm). Det är viktigt att notera att toleranserna för ytfinhet ofta anges som ett intervall, där den lägre gränsen är den lägsta möjliga ytfinheten och den övre gränsen representerar den maximala tillåtna ytfinheten. Ytfinhettoleranser på hårdmetall kan vara mycket stränga, ibland så små som ± 0,1 μm för vissa kritiska applikationer. Sollex har levererat formsprutningsverktyg med ytfinhet Ra 0,01 mikrometer (μm).
Extrema toleranser för formsprutningsverktyg i hårdmetall
Eftersom formsprutning är en process där exakta toleranser är viktiga, måste Hårdmetallverktyg ha hög precision och extremt fina toleranser. Stränga toleranser som +/- 0,005 mm förekommer för hårdmetallverktyg för formsprutning. Sollex har levererat verktyg i hårdmetall med halva detta toleransområde: +0 och -0,005. Detta innebär att verktygen tillverkas med hög precision för att säkerställa att de kan skapa högkvalitativa slutprodukter.
För att uppnå dessa extrema toleranser krävs avancerade tillverkningsmetoder, såsom höghastighetsbearbetning och gnistning. Dessutom krävs noggrann kvalitetskontroll och mätverktyg för att säkerställa att man uppfyllt toleranskraven.
Radier och radiella övergångar i hårdmetall
Med radiella övergångar i hårdmetall menas de rundade hörn som skapas vid svarvning eller fräsning av en hårdmetallkomponent. Dessa övergångar är viktiga för att säkerställa att komponenten inte bryts eller spricker under användning.
Radiella övergångar kan påverka hårdhet och styrka i materialet och är därför viktiga att ta hänsyn till vid design och tillverkning av hårdmetallkomponenter. En för stor radiell övergång kan resultera i en försvagning av komponenten, medan en för liten övergång kan leda till skador på verktygsmaskiner och verktyg.
Det är också viktigt att ta hänsyn till materialval och svarvningsparametrar, såsom skärhastighet och skärspånstjocklek, för att undvika skador på verktygen eller den färdiga komponenten.
Spegelblank polering av hårdmetall
 Spegelblank polering är en ytbehandlingsprocess som används för att ge en högglansig, spegelblank yta på olika material, inklusive hårdmetall. Processen innefattar vanligtvis flera steg av slipning och polering för att ta bort eventuella repor, märken och ojämnheter från ytan.
Spegelblank polering är en ytbehandlingsprocess som används för att ge en högglansig, spegelblank yta på olika material, inklusive hårdmetall. Processen innefattar vanligtvis flera steg av slipning och polering för att ta bort eventuella repor, märken och ojämnheter från ytan.
För att uppnå en spegelblank yta på hårdmetall är det viktigt att välja rätt typ av slip- och polermedel. Dessa medel är oftast baserade på diamant eller kiselkarbid och finns i olika kornstorlekar beroende på vilket steg i processen de används för.
Efter slipning och polering är det viktigt att ytan rengörs noggrant för att ta bort eventuella rester av slip- och polermedel samt andra föroreningar. Detta kan göras genom att använda olika typer av rengöringsmedel eller genom ultraljudstvätt.
Spegelblank polering av här vanligtvis en tidskrävande och kostsam process, men kan ge en mycket högkvalitativ yta som är både estetiskt tilltalande och har goda funktionella egenskaper, till exempel hög slitstyrka och korrosionsbeständighet. Det är därför en populär process för att förbättra utseendet och prestandan på Hårdmetallprodukter i olika industrier.
Vid skärning är det ibland centralt att ha polerad eller spegelblank egg för att materialet ska skäras istället för att rivas. Likadant påverkar poleringen hur plastmaterialet vid formsprutning fäster på hårdmetallen.