Knivar för filmblåsning, flexotryck och konvertering av plastfilm
Denna text fokuserar på blåst plastfilmstillverkning och förklara mer i detalj vilken typ av knivblad som behövs i de olika stegen vid tillverkning. Först beskrivs hur blåst film produceras.
Plastfilmsprodukter för industriell användning finns överallt i vardagen. Knivblad för industriell tillverkning av förpackningar och teknisk film är viktiga för att framställa plastfilm och plastprodukter av hög kvalitet. De olika processerna vid filmblåsning, flexotryck och konvertering gör det viktigt att välja och använda rätt knivblad från början.
Den här texten ger en översikt på tillverkningsprocesser av blåst film och beskriver optimerade knivar som passar de följande områden:
- filmblåsning,
- tillverkning av blåst sträckfilm,
- skärning av plastfilmer med tillsatser,
- skärning av co-extruderad film,
- knivblad för tryckprocessen,
- knivblad för konvertering av film.
Extrudering av blåst film
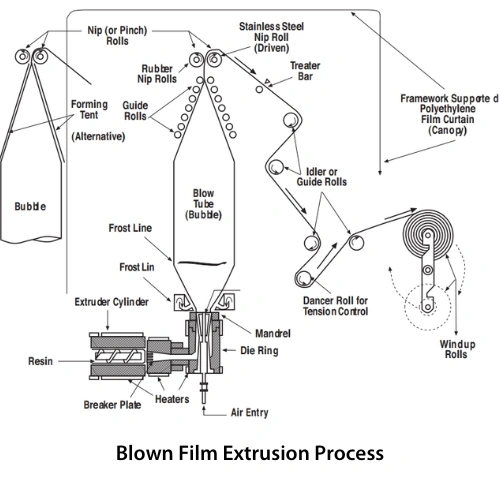
Filmblåsning är en extruderingsprocess. Extrudering eller strängsprutning är en av de vanligaste metoderna för att tillverka film av plastmaterial. Plastpellets värms gradvis upp och omvandlas till en homogen plastsmälta. Smält, nästan flytande plast extruderas genom att en stor skruv pressar plastmaterialet genom ett tunt rör mot en matris eller ett cirkelformat munstycke.
Lufttryck används för att få plastfilmen att expandera genom munstycket till en stor bubbla. Lufttrycket expanderar bubblans diameter och bubblan dras uppåt av rullar. Rullarna sträcker plasten i tvärs- och dragriktningen.
Att sträcka filmen gör den tunnare och riktar polymerens molekyler. Hur filmen blåses och dras avgör filmens egenskaper. Vid önskad dimension kyls filmen av och stelnar. Detta kallas frostlinjen. Film definieras vanligen som tunnare än 0.254 mm i tjocklek, även om blåst film kan tillverkas så tjockt som 0.5 mm.


Både enskikts (mono layer) och flerskikts (multi layer) filmer kan tillverkas genom extrudering. Co-extrudering är när mer än en plast används för att göra en en färdig film. Fyllmedel och färgblandningar används för att förbättra plastfilmen och ge den en viss färg. Masterbatch löser fuktproblem vid lagring av plastfilmen.
Vilket material används vi extrudering av blåst film?
Många olika polymerer kan användas vid filmblåsning. De vanligaste materialen är polypropen (PP) och polyeten (LDPE, HDPE och LLDPE). Ibland krävs särskilda filmegenskaper, t.ex. en kombination av styvhet och styrka, vilket kan uppnås genom att blanda LLDPE eller mLLDPE med HDPE. Genom att tillsätta LLDPE till HDPE ökar slaghållfastheten, rivningsbeständigheten och förseglingsegenskaperna förbättras.
Andra polymerer som bearbetas genom extrudering är polyvinylklorid (PVC), polystyren (PS), etylenvinylacetat (EVA), etylenvinylalkohol (EVOH), polyamid (PA) och polyuretan (PU).
Vilka är slutprodukterna av filmblåsning?
Blåst film används för att framställa en mängd olika produkter. Enkel enskikts film för påsar är en vardaglig användning. Flerskikts filmer kan användas för livsmedelsförpackningar. Flerskikts filmer kan tillverkas genom co-extrudering med sammanfogade plastlager, vilket innebär att två eller flera polymermaterial extruderas tillsammans.
Extrudering av blåst film är basen för industrifilm, påsar, jordbruks- och byggnadsfilm, barriärfilm, sträckfilm, PVC-klisterfilm, laminering och små rörsystem med hög barriärverkan.
Flexibel förpackningsfilm för allmänna ändamål | Film för fyllning och försegling av förpackningar | Film för transportförpackningar | Film för avfallspåsar |
Etikettfilm | Skyddsfilm | Barriärfilm | Sträckfilm |
Bioplastfilmer | FFS-säckar heavy-duty | Lamineringsfilm för beläggningar | Krympfilm |
Sträckfilm / Pallhuvar | Shrink hood film | Byggplast | Jordbruksfilm och många fler |
Tillverkare av maskiner för extrudering av blåst film
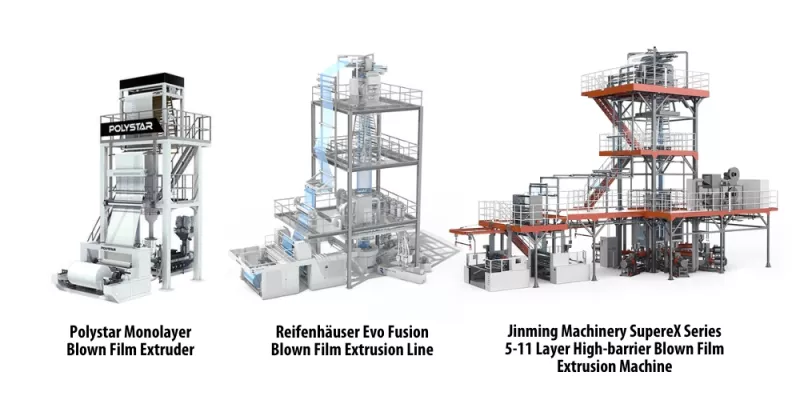 De ledande tillverkarna av filmblåsnings linjer är: Windmöller & Hölscher, Polystar Machinery Co. LTD, Reifenhäuser GmbH & Co. KG Maschinenfabrik, BANDERA, Hosokawa Alpine AG, Colines S.p.A., OCS Optical Control Systems GmbH, Ferrarini & Benelli Srl, B.G. Plast Implant S.r.l., Brabender GmbH & Co. KG, COLLIN Lab & Pilot Solutions GmbH, Davis-Standard LLC, Rieckermann GmbH Machinery & Industrial Solutions, MACCHI SPA, Lung Meng Machinery Co. Ltd, Jinming Machinery (Guangdong) Co. Ltd
De ledande tillverkarna av filmblåsnings linjer är: Windmöller & Hölscher, Polystar Machinery Co. LTD, Reifenhäuser GmbH & Co. KG Maschinenfabrik, BANDERA, Hosokawa Alpine AG, Colines S.p.A., OCS Optical Control Systems GmbH, Ferrarini & Benelli Srl, B.G. Plast Implant S.r.l., Brabender GmbH & Co. KG, COLLIN Lab & Pilot Solutions GmbH, Davis-Standard LLC, Rieckermann GmbH Machinery & Industrial Solutions, MACCHI SPA, Lung Meng Machinery Co. Ltd, Jinming Machinery (Guangdong) Co. Ltd
Fördelar med filmblåsningen
Extrudering av blåst film har ett antal fördelar. Som tillverkare har du möjlighet att kontrollera slutproduktens mekaniska egenskaper. Du kan sträcka filmen i båda riktningarna, vilket ger den styrka. Dessutom är blåst film en flexibel produktionsmetod som gör det möjligt att tillverka ett stort antal en- och flerskiktsfilmer med olika tjocklek och bredd.
Knivar till extruders för filmblåsning
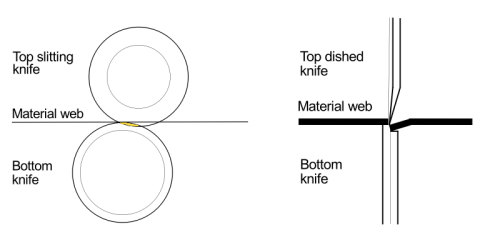 Rakblad ger finast snitt och cirkulära över- och underknivar ger den mest hållbara skärningstekniken. När kniven roterar fördelas filmslitaget på kniven jämnt längs den roterande eggen. Dessutom håller underkniven materialet på plats under skärningsprocessen.
Rakblad ger finast snitt och cirkulära över- och underknivar ger den mest hållbara skärningstekniken. När kniven roterar fördelas filmslitaget på kniven jämnt längs den roterande eggen. Dessutom håller underkniven materialet på plats under skärningsprocessen.
De cirkulära knivarna är hållbara, men den slutliga plastfilmprodukten skärs dock bättre med ett rakblad. Cirkelknivar är användbara för filmer med en tjocklek på över 100 mikrometer. Under den tjockleken bör du använda rakblad. En annan vanlig fördel med att använda cirkulära knivar är att du vanligtvis kan skära film med mycket hög hastighet om kniven roterar med samma hastighet som materialet produceras. Men det slutar förmodligen med att du måste konvertera och skära filmen igen med lägre hastighet för att få en anständig slutprodukt. Med rätt rakblad kan du skära ”in line” och undvika en andra skärning eller konvertering.
Knivar för skärning av plastfilm med tillsatser
Det finns många olika material av polyeten (PE) med funktionella tillsatser. Ett exempel vit film med tillsatt krita. Eller en film med VCI för att skydda metaller mot korrosion. Ett annat exempel är film med titan som tillsats. Dessa tillsatser modifierar plastfilmens egenskaper men påverkar också din produktionsprocess.
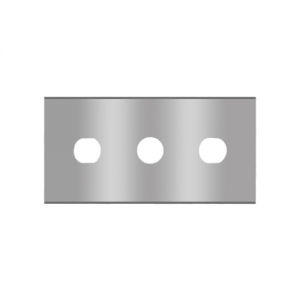
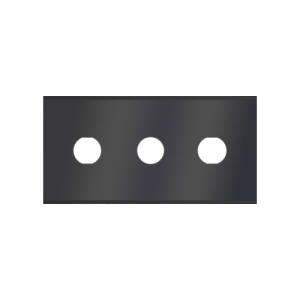
 När det gäller tillsatser fungerar Sollex K-beläggning bra. Slitterbladet 5K eller Trehålsbladen 2-013-K, 2-020-K eller 2-030-K har överlägsen hållbarhet mot tillsatser jämfört med vanliga industrirakblad. Med Sollex K-beläggning, vilket innebär keramisk beläggning på rakbladets egg, kan du få hög prestanda på snittet ”in line” utan andra konverteringsprocesser. Nyckeln till optimal prestanda är bladets tjocklek. Ett tunnare knivblad ger ett finare och bättre snitt. Slitterbladet 5K fungerar för filmer med tillsatser som tillverkas i högre hastighet. Om plastfilmen är av extremt slitande karaktär föreslås att du provar Sollex -X, -V eller -C industrirakblad. Fullt belagda industrirakblad och industrirakblad av solid keram eller volframkarbid är de knivar som tål nedslitning av film med tillsatser bäst. De ger extrem prestanda och hållbarhet. Så börja med att prova Sollex K-kvalitet. Om det behövs extrem prestanda och hållbarhet kan du prova X-, V- eller C-knivarna.
När det gäller tillsatser fungerar Sollex K-beläggning bra. Slitterbladet 5K eller Trehålsbladen 2-013-K, 2-020-K eller 2-030-K har överlägsen hållbarhet mot tillsatser jämfört med vanliga industrirakblad. Med Sollex K-beläggning, vilket innebär keramisk beläggning på rakbladets egg, kan du få hög prestanda på snittet ”in line” utan andra konverteringsprocesser. Nyckeln till optimal prestanda är bladets tjocklek. Ett tunnare knivblad ger ett finare och bättre snitt. Slitterbladet 5K fungerar för filmer med tillsatser som tillverkas i högre hastighet. Om plastfilmen är av extremt slitande karaktär föreslås att du provar Sollex -X, -V eller -C industrirakblad. Fullt belagda industrirakblad och industrirakblad av solid keram eller volframkarbid är de knivar som tål nedslitning av film med tillsatser bäst. De ger extrem prestanda och hållbarhet. Så börja med att prova Sollex K-kvalitet. Om det behövs extrem prestanda och hållbarhet kan du prova X-, V- eller C-knivarna.
Knivar för skärning av återvunnen plast och bioplaster
Film som innehåller biomaterial och återvunnen plast (t.ex. PCR plast) är generellt sett mycket svårare att skära perfekt jämfört med en vanlig ny ”virgin” film. För att skära återvunnen och biobaserad plastfilm används en tunnare industrirakblad, t.ex. 0.13 mm tjock, för att få en så tunn snittlinje som möjligt. I test har Sollex kunder funnit att 2-013-K och 2-013-Z fungerar optimalt på återvunnet plastmaterial och biomaterial som tillverkas i medellåg hastighet. I högre hastighet var det något mer stabila Slitterbladet 5K att föredra.
Knivar för skärning av blåst sträckfilm
 Den tunnaste möjliga kniven ger det finaste snittet. Men när man skär tunn sträckfilm med hög hastighet skapar hastigheten spänningar i bladet, vilket kan få bladet att vibrera. För tunn sträckfilm vid hög hastighet behöver du därför ett något tjockare industrirakblad.
Den tunnaste möjliga kniven ger det finaste snittet. Men när man skär tunn sträckfilm med hög hastighet skapar hastigheten spänningar i bladet, vilket kan få bladet att vibrera. För tunn sträckfilm vid hög hastighet behöver du därför ett något tjockare industrirakblad.
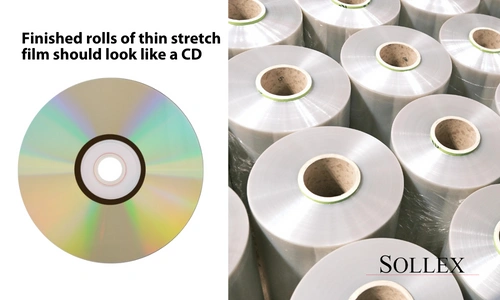
Sollex kunder har funnit att Slitterbladet 5Z och det långa Trehålsbladet 4-60-030-Z fungerar optimalt vid tillverkning av tunn sträckt film i hög hastighet. Dessa blad ger perfekt prestanda på plastfilmer från 8 till 40 mikrometers tjocklek. Kombinationen av optimalt rostfritt stål, slipning och Zero-friction-beläggning gör att 5Z slitterbladet och 4-60-030-Z trehålsbladet är väl lämpade för att skära och dela tunn blåst sträckfilm. Färdiga rullar av tunn sträckfilm ska se ut som en cd-skiva när de betraktas från sidan. Sollex 5Z och 4-60-030-Z ger CD-skiva-kvalitet på din slutprodukt.
Co-extrudering av blåst plastfilm
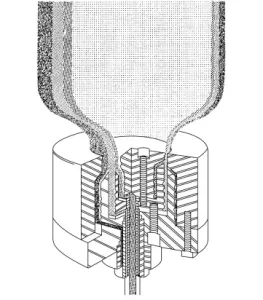
För att tillverka film bestående av olika plaster används co-extrudering. Co-extrudering är att man extruderar flera lager plastmaterial samtidigt. Vid multilayer filmblåsning används två eller flera extruderare för att smälta och trycka en kontinuerlig smälta av plastmassan till ett enda munstycke som extruderar materialet genom de fina hålen i munstycket. Lagrens tjocklek styrs av hastigheten och storleken på de enskilda extruderna som trycker materialet genom munstycket.
 Co-extrudering av flerskiktsfilm kan förbättra egenskaperna på plastfilmen. Varje kommande skikt kan till exempel optimeras för att utföra en annan funktion:
Co-extrudering av flerskiktsfilm kan förbättra egenskaperna på plastfilmen. Varje kommande skikt kan till exempel optimeras för att utföra en annan funktion:
- Inkompatibla hartser kan användas i olika lager
- Högglansiga ytor kan framställas
- Skikt som inte är förseglande kan innehålla en blandning med högre densitet för att ge styvhet utan att påverka förseglingen
- Antiblockerande tillsatser kan tillsättas endast på den yta där de behövs
- Sträckfilm kan tillverkas med hög hållfasthet på endast en sida
- I vissa fall kan filmen tillverkas med högre glidförmåga på en sida
Vanliga tillverkare av Co-extrudermaskiner för flerskikt blåst film är följande: Windmöller & Hölscher, Davis-Standard LLC, Macro Engineering & Technology Inc., Alpha Marathon Film Extrusion Technologies Inc., BANDERA SpA, Windsor Machines Pvt. Ltd., Plasco Engineering Inc.
Knivar till co-extruderingslinjer för multilayer plastfilm
Co-extrusion gör det möjligt att extrudera blandade material. Coex är bra eftersom de separata materialen är ordnade i olika lager i slutprodukten. Detta ger fördelen med materialplacering och olika egenskaper, t.ex. syrepermeabilitet, styrka, styvhet och nötningsbeständighet.
Slitterbladet 5K och Trehålsbladet 2-020-K har kunder funnit optimala för coextrusion. Detta då slutproduktens olika skikt har ungefär samma karaktär i skärögonblicket som film med tillsatser.
Knivar för flexotryck på plastfilmer
 Flexotryck eller Flexo printing, är en direkt roterande tryckprocess. Trycket överförs från en flexibel fotopolymerpräglad platta till filmen som spolas förbi plattan. Du kan trycka på praktiskt taget alla flexibla material som papper, plast, cellofan, metallfilmer, vaxpapper, band, metallfolie och många andra.
Flexotryck eller Flexo printing, är en direkt roterande tryckprocess. Trycket överförs från en flexibel fotopolymerpräglad platta till filmen som spolas förbi plattan. Du kan trycka på praktiskt taget alla flexibla material som papper, plast, cellofan, metallfilmer, vaxpapper, band, metallfolie och många andra.
Flexotryck är den vanligaste tryckprocessen på plastfilm som ett andra steg i produktionsprocessen. Det trycks med hjälp av fotografiska klichéer. Det går att skriva ut i fyra färger. I vissa fall kan en tryckpress installeras i extruderingslinjen. Det innebär att det är möjligt att extrudera film och trycka på den ”in line”.
Sollex levererar olika industriella knivar och knivblad till tillverkare av flexibla förpackningar. Förmodligen har du din egen flexotrycksprocess med olika flexotrycksmaskiner.
Vid konvertering och flexotryck måste man alltid tänka på att bläcket fungerar som ett slipmaterial när man skär det med en industriell kniv. För att underlätta skärningen bör man därför överväga att skära upp filmen i det område som inte är tryckt. Att inte skära i trycket är en stor fördel och mycket enklare tekniskt sett.
Men om du behöver skära film i trycket rekommenderar Sollex starkt de industriella rakbladen 2-013-K och 2-013-X eftersom dessa blad är motståndskraftiga mot nötning från färg. Dessutom fastnar minimalt med färg på rakbladens sidor och dessa rakblad är så tunna att du får ett optimalt slutresultat.
Industrirakblad för konvertering av plastfilm
Konvertering är det sista steget i den industriella bearbetningen av blåst polymerfilm efter extrudering och tryckning. Konverteringsmaskiner är kärnan i produktionen av flexibla förpackningar. Utrustning för konvertering av film och folie utför konverteringsprocesser som till exempel skärning och omspolning, stansning och efterbehandling. Utrustning för medelstora och breda filmer används för skärning och omspolning samt laminering. Konverteringsknivar behövs för att få den önskade slutproduktens utformning.

Sollex har många knivar för konvertering av film och folie till önskade mått och slutprodukter. I slutändan beror det på vilken typ av film din maskin konverterar. Tunn sträckt film kan konverteras i hög hastighet med 5Z, 4-60-030-Z eller 2-020-Z. Film med tillsatser konverteras bäst med 5K, 2-020-K eller 2-013-K. Vanligtvis är det det tunnaste kniven som konverterar med det bästa kantresultatet på din slutprodukt. Men vid hög hastighet behövs lite mer tjocklek för att hålla bladet mer stabilt.
Sollex - Din leverantör av industriella knivar och blad
Sollex är din tillverkare och leverantör av industriella knivar. Söker du en leverantör baserad i Sverige som arbetar med cirkulära knivar, industriblad och rakblad åt plastfilmtillverkning är Sollex en bra leverantör. Vi har ett stort utbud av olika industriella rakblad såsom slitterblad, raka trehålsblad, runda trehålsblad, injektorblad, industriella cirkelknivar, specialtillverkade maskinknivar.
Våra industriella rakblad är tillverkade av högkvalitativt rostfritt stål med olika beläggningar på bladens egg och sida. Om du inte hittar det rakblad du söker kan Sollex tillverka industriella rakblad enligt din ritning. Kontakta oss gärna på 035-15 75-00 eller på info@sollex.se om du har några frågor om våra industriella rakblad.
*The data input this blog post comes from : Plastic extrusion https://en.wikipedia.org/wiki/Plastic_extrusion#Blown_film_extrusion, Qenos Polyethylene Technical Guide Series: 3. FILM EXTRUSION AND CONVERSION, 2015; https://www.draken.se/. Pictures by V.Ryan (2018) from technologystudent.com and Dynisco, Introduction to Extrusion www.dynisco.com